La norma UNI EN ISO 9606-4 ha la scopo di definire regole tecniche per la qualificazione dei saldatori per la saldatura per fusione DI NICHEL E DELLE SUE LEGHE. Il principio su cui si basa questa norma è che una prova di qualificazione forma il saldatore non solo per le condizioni usate nella prova, ma anche per tutti i giunti che sono considerati più facili da saldare e che la qualificazione ottenuta sarà uniformemente accettata indipendentemente dal tipo dal prodotto , dal luogo e dall’esaminatore o organismo d’esame.
La tipologia di QUALIFICA di SALDATURA è determinato combinando delle variabili essenziali.
Per ciascuna di queste variabili è definito il campo di validità della qualificazione.
Le variabili essenziali sono le seguenti:
- Procedimento di saldatura;
- Tipo di prodotto (lamiera e tubo);
- Tipo di giunto (testa a testa e d’angolo):
- Gruppo materiale base
- Materiali d’apporto
- Dimensioni (spessore per la lamiera – diametro esterno e spessore per il tubo);
- Posizione di saldatura;
- Particolari di saldatura
Tutti i saggi di prova devono essere saldati usando le variabili essenziali in modo indipendente. Se il saldatore effettua saldature al di fuori del campo di validità della qualificazione, è necessaria una nuova prova di qualificazione.
Si riportano alcuni dettagli sulle variabili essenziali fondamentali.
Procedimento di saldatura
Di seguito riportiamo uno schema della Codifica dei procedimenti di saldatura definiti dalla normativa ISO 4063
|
CODICE ISO 4063
|
TIPOLOGIA DI SALDATURA
|
|
111 |
SALDATURA AD ARCO CON ELETTRODI RIVESTITI |
|
131 |
SALDATURA IN GAS INERTE CON FILO ELETTRODO FUSIBILE PIENO (MIG) |
|
135 |
SALDATURA AD ARCO IN GAS PROTETTIVO ATTIVO CON FILO ELETTRODO FUSIBILE (MAG) |
|
136 |
SALDATURA AD ARCO IN GAS PROTETTIVO ATTIVO CON FILO ELETTRODO ANIMATO |
|
141 |
SALDATURA TIG CON MATERIALE D’APPORTO SOLIDO (FILO/BACCHETTA ) |
| 15 |
SALDATURA AL PLASMA |
Tipo di prodotto (lamiera e tubo)
La prova di qualificazione deve essere eseguita su lamiera o su tubo. I criteri che si devono applicare sono i seguenti:
- le saldature su tubi di diametro esterno D> 25 mm coprono le saldature su lamiere .
- le saldature su lamiere coprono le saldature su tubo fisso se sono soddisfatti alcuni requisiti:
- di diametro est. D >150 mm, solo per alcune posizioni di saldatura PA – PB – PC
- di diametro est. D >500 mm, per tutte le posizioni di saldatura.
Tipo di giunto
Le prove di qualificazione devono essere eseguite su saldature testa a testa BW o giunti d’ angolo FW. Si applicano i requisiti definiti al punto 6.3
Gruppo Materiale base
Si riportano i gruppi di materiali base contemplati da questa norma in accordo con la ISO TR 15608
|
Gruppo materiale base ISO TR 15608 |
Descrizioni |
|
41 |
NICHEL PURO |
|
42 |
LEGHE NICHEL-RAME Ni ≥ 45% Cu > 10% |
|
43 |
LEGHE Ni-Fe-Cr-Mo Ni ≥ 40% |
|
44 |
LEGHE Ni -Mo Ni ≥ 45% Mo ≤ 30% |
|
45 |
LEGHE Ni-Fe-Cr Ni ≥ 45% |
|
46 |
LEGHE Ni-Fe-Co Ni ≥ 45% Co > 10% |
|
47 |
LEGHE Ni-Fe-Co-Cu Ni ≥ 45% |
Consumabili
Per quanto riguarda i consumabili vengono fatte le seguenti considerazioni ;
- Il saldatore è qualificato per l’utilizzo di tutti i materiali d’apporto compatibili con il gruppo del materiale base
- Il saldatore è qualificato per l’utilizzo di tutti i gas /miscele compatibili con il gruppo del materiale base
Dimensioni
I campi di validità variano in base alla TIPOLOGIA DI GIUNTO E DI PRODOTTO
|
CAMPI VALIDITA (LAMIERA O TUBO ) |
|
|
t ≤ 3 |
t < t < 2 t |
|
3 < t ≤ 12 |
3 < t < 2t |
| t > 12 |
≥ 5 |
|
CAMPI VALIDITA DIAMETRO ESTERNO |
|
|
D ≤ 25 |
da D a 2*D |
| D > 25 |
≥ 0.5*D (25 mm Min) |
Posizione di saldatura
Le posizioni di saldatura ed i simboli si riferiscono alla ISO 6947
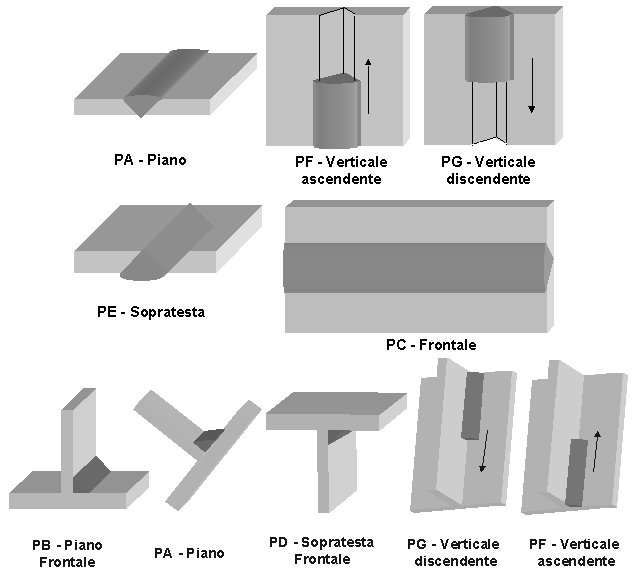

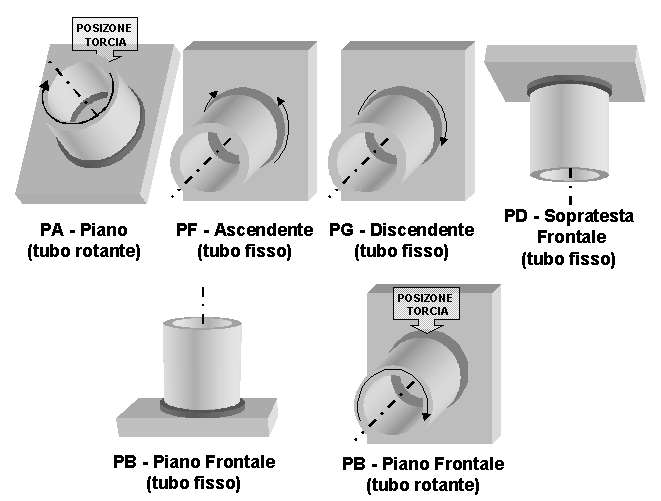
Generalmente la posizione di saldatura più difficile qualifica per le posizioni ritenute più facili anche se ci sono alcune limitazioni regolate dal prospetto 9
Per esempio la posizione con tubo ad asse inclinato a 45° saldato con tecnica in ascendente (H-L 045) qualifica tutte le posizioni eccetto quelle con tecnica in discendente (PG e J-L 045).
Particolari di saldatura
Si riporta un elenco delle abbreviazioni utilizzate in questa norma
| Abbreviazione | Descrizione |
| bs | Saldatura su entrambi i lati |
| lw | Saldatura a sinistra |
| mb | Materiale di sostegno |
| nb | Saldatura senza materiale di sostegno |
| rw | Saldatura a destra |
| ss | Saldatura da un solo lato |
| nm | Senza metallo d’apporto |
| wm | Con metallo d’apporto |
| gg | Molatura o fresatura al rovescio della saldatura |
| ng | Senza Molatura o fresatura al rovescio della saldatura |
Esempio Qualifica secondo UNI EN ISO 9606-4
Di seguito riportiamo un caso reale di qualifica di un saldatore, evidenziando le variabili essenziali e i campi di validità che compongono il patentino di saldatura:
141 T BW W41 nm t 4 D50 PA ssnb
| Simbologia | variabili essenziali | Descrizione | Campo di validità della qualificazione |
| 141 | Procedimenti di saldatura | Saldatura TIG | 141 |
| T | Tipo di prodotto | Tubo | Lamiera
Tubo |
| BW | Tipo di giunto | Giunto Testa a Testa | BW |
| W 41 | Gruppo Materiale | Lega Rame Nichel | Tutti I Gruppi |
| nm | Tipo Metallo d’apporto | Senza metallo d’apporto | nm |
| t 4 | Spessore | Spessore del materiale base : 8 mm | 3 ≤ t ≤ 8 |
| D 50 | Diametro | Diametro esterno =150 | D ≥ 25 |
| PB | Posizione di saldatura |
Posizione piana inclinata a 45° (giunto d’angolo) |
PA, PB |
| Ss nb | Particolari di saldatura | Saldatura da un solo lato – senza materiale di sostegno | ss nb, ss mb, bs |




